在制造业转型升级的浪潮中,智能工厂作为工业4.0的核心载体,正以其革命性的生产模式,与传统工厂形成鲜明对比。这场变革的核心驱动力之一,正是物联网技术的深度研发与应用。从孤立的自动化设备到万物互联的智能生态,物联网技术重塑了工厂的神经与大脑,带来了效率、质量与灵活性的质的飞跃。
一、 数据流的根本差异:从“信息孤岛”到“全域互联”
传统工厂的生产数据往往处于分散、孤立的状态。各类设备(如机床、传送带、检测仪)独立运行,数据记录主要依靠人工抄录或简单的本地存储,形成了大量的“信息孤岛”。管理者难以实时、全面地掌握生产全貌,决策依赖经验与阶段性报表,存在延迟与偏差。
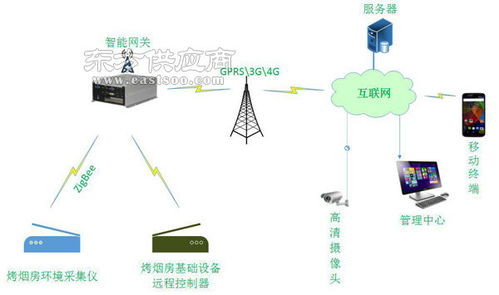
而智能工厂则建立在物联网技术构建的“神经网络”之上。通过研发并部署大量的传感器、智能终端和RFID标签,将人员、机器、物料、工艺和环境等全要素连接入网。每一台设备的状态、每一道工序的参数、每一件物料的流动,都以数据流的形式实时汇聚到统一的工业互联网平台。这种全域、实时、细颗粒度的数据采集与互联,是实现智能化决策与控制的基石。
二、 生产模式的变革:从“固定流水线”到“柔性智造”
传统工厂的生产线通常是刚性设计的,专用于特定产品的批量生产。一旦产品型号变更或需要小批量定制,就需要耗费大量时间与成本进行生产线重组与调试,灵活性严重不足。
物联网技术的研发,赋予了智能工厂前所未有的柔性。通过物联网对设备、物料和工具的智能感知与定位,结合上层MES(制造执行系统)和APS(高级计划排程)的智能调度,生产线能够实现动态重构。例如,AGV(自动导引车)根据实时指令配送物料,协作机器人自适应不同装配任务,整个生产流程可以根据订单需求自动优化调整。这使得大规模个性化定制成为可能,满足了瞬息万变的市场需求。
三、 维护与管理的升级:从“事后维修”到“预测性维护”
传统工厂的设备维护普遍采用定期检修或故障后维修(事后维修)模式。前者可能造成过度维护,浪费资源;后者则会导致非计划停机,造成生产损失,且存在安全隐患。
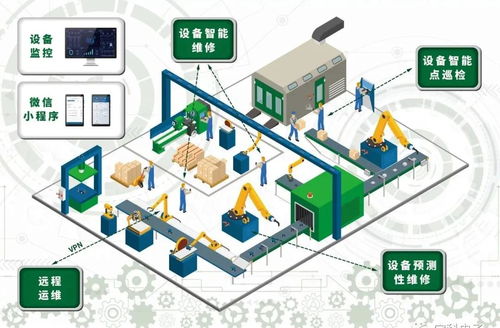
智能工厂通过物联网技术,实现了设备健康管理的范式转移。安装在关键设备上的振动、温度、电流等传感器,持续监测其运行状态,数据实时上传分析。基于机器学习和人工智能算法,平台能够精准预测潜在故障的发生时间与部件。从而将维护模式转变为“预测性维护”,在故障发生前提前干预,制定最优维护计划。这极大地提升了设备综合效率(OEE),降低了运维成本和意外停机风险。
四、 质量控制体系的进化:从“抽样检测”到“全流程追溯”
传统工厂的质量控制多依赖于关键工序的抽样检测和最终成品抽检。这种方式是统计性的,存在漏检风险,且一旦发现问题,难以快速精准定位根源,追溯成本高。
在智能工厂中,物联网技术实现了产品全生命周期的可追溯性。从原材料入库开始,每个加工单元、每道工序的工艺参数、操作人员、环境数据、检测结果都与产品唯一标识(如二维码)绑定并记录在云。任何一件成品,都可以迅速回溯其完整的生产履历。结合机器视觉等在线检测技术,可以实现对产品质量的100%实时监控与自动判定,将质量问题消灭在萌芽状态,从本质上提升了产品一致性与可靠性。
五、 研发驱动与人才需求:从“机械电气”到“数据与软件”
传统工厂的技术研发核心聚焦于机械设计、电气自动化与工艺优化,人才需求以机械、电气工程师为主。
而构建和运营智能工厂,其技术研发重心转向了物联网体系架构、边缘计算、工业大数据平台、数字孪生、工业安全等软硬结合领域。这要求研发团队不仅懂工业,更要精通信息技术。需要物联网架构师、数据科学家、算法工程师、云平台专家与OT(运营技术)人才的深度融合。物联网技术的研发,已成为智能工厂持续创新和保持竞争力的核心引擎。
###
智能工厂与传统工厂的区别,远不止于是否拥有机器人或自动化设备。其本质区别在于,通过以物联网技术为核心的深度研发与应用,实现了生产全要素、全流程、全价值链的深度互联与数据驱动。它使工厂从一个执行固定命令的“躯体”,转变为一个能够感知、分析、决策和优化的“有机生命体”。这场由物联网技术研发引领的变革,正在重新定义制造业的未来。